Sheet metal bending often represents the bottleneck of the entire production process, because sheet metal, which is a living material, can take on infinite shapes and sizes and this, sometimes, is the cause of little-known and complex problems to solve.
It must be said that, sometimes, problems do not arise in front of the machine, but very often are caused by an upstream error in the technical office.
It is for this reason that you should learn to identify sources of error early on and correct them upstream, when it is still possible to intervene in the entire bending process.
What are the most common problems when bending sheet metal?
Simplifying, we can distinguish between two categories: punctures and vent curls. For each, there are different approaches you can take to eliminate or limit the problem.
Here's a summary of what we'll be talking about:
Punctures near the bend line
- Partial punctures
- Pre-drilling with smaller diameter
- Vent Cuts
- Reducing the width of the matrix
- Changing the Folding Mode
- Using tangential bend dies
- Vent Curls
- Vent Cuts
- Bending Mode Changes
- Tangential bend dies
A book would not be enough to describe in detail every single point and the possibilities of solution. Today we will limit ourselves to talking about sheet metal drilling and what are the first two solutions you can adopt. We'll be delving into the rest of the game in the coming weeks.
Drilling near the bend line
Punctures in the vicinity of the bend line are an extremely common problem.
The presence of holes near the bend axis can create a deformation that changes the shape and position of the hole.
The best solution would certainly be to avoid designing bent sheet metal elements with holes too close to the bend lines.
However, if you do not have this possibility, there are several strategies that can be adopted both by the technical department of the company that physically makes the piece, and by the operators.
Partial drilling
Mainly used in heavy metalwork fabrication, partial drilling involves not completing the entire shape of the hole.
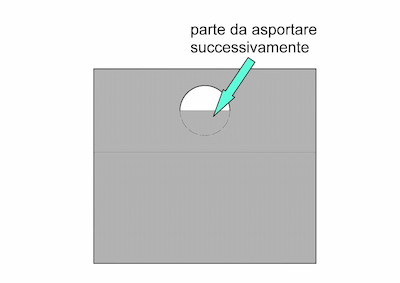
The hole will be completed by further processing, such as with a hand plasma.
As you can imagine, this technique is best used in the presence of high thicknesses and small quantities of pieces.
Pre-drilling with smaller diameter
All in all, similar to partial drilling, pre-drilling with a smaller diameter involves a non-complete drilling of the template to be removed during cutting. In this case, a small hole is drilled and sufficient to avoid any deformation during bending.
Unlike the partial drilling technique, pre-drilling with a smaller diameter is faster and suitable for even medium-thin thicknesses and medium-large batches.
In the next article, we'll continue to dive deeper into the approaches you can use to handle holes near bend lines. If you haven't already done so, we recommend subscribing to the VICLA newsletter!