
Jakiego typu prasę potrzebuje moja firma? Jakie wydatki muszę ponieść? Jak działa prasa krawędziowa hydrauliczna? Większość osób zwraca uwagę na cenę, ale chce również upewnić się, że maszyna posiada wystarczający potencjał, przeszła odpowiednie kontrole i ma właściwe systemy zabezpieczeń aby dobrze spełniać swoje zadanie.
Gięcie blach przy użyciu prasa krawędziowa CNC jest pod wieloma względami prawdziwą sztuką.
Fakt, iż bazuje ono na prostych zasadach nie powinien nikogo zwodzić: Właśnie ta złudnie niewielka ilość zasad, czyni z gięcia blachy proces o dużej swobodzie ruchu i szeroki temat do zgłębiania.
Właśnie przez to proces ten bardzo zależy od czynnika ludzkiego: nie tylko od operatora, który wykonuje gięcie, lecz także od konstruktora, który oferuje swoje maszyny na rynku.
Parafrazując: kładzenie farby na płótnie jest banalnie prostym gestem, lecz namalowanie Wenus Botticellego jest z goła czym innym, natomiast jeszcze inną rzeczą jest zdolność do dostarczenia na potrzeby sztuki odpowiednich mieszanek kolorów, najlepszych pędzli i najcenniejszych płócien.
Do czego służy prasa krawędziowa
Prasa krawędziowa (krawędziarka) to rodzaj prasy służącej do gięcia arkuszy blachy.
Prasy krawędziowe przy zastosowaniu odpowiednich stempli i matryc pozwalają na wyginanie blach pod dowolnym kątem a także ich zagniatania czy karbowania. Prasa wygina blachę opuszczając belkę gnącą ze stemplem na blachę ułożoną na matrycy przymocowanej do dolnej belki. Metal jest z reguły wyginany kilkakrotnie, aż do uzyskania pożądanego kształtu.
Elementy prasy krawędziowej do blach
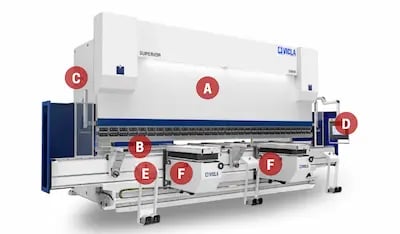
Nowoczesne prasy do gięcia mogą mieć różną budowę. Pomimo to posiadają one wspólne elementy takie, jak:
- POPRZECZNICA lub blok centralny, będące ruchomym elementem, na którym instalowane są stemple, przesuwa się pionowo po osi Y i zajmuje pozycję w określonych punktach wyznaczonych przez sterownik numeryczny, w zależności od wykonywanej obróbki. Dokładniej rzecz ujmując, występują niezależne osie Y1 i Y2, które regulują ewentualne odchylenia maszyny (w prasie hydraulicznej odpowiadają im różne suwy wykonywane przez cylindry).
- STÓŁ ROBOCZY to stały nieruchomy element znajdujący się pod poprzecznicą, gdzie instalowane są matryce. Może on być wyposażony w system wyginania (lub wginania) mający na celu kompensację odkształcenia poprzecznicy, przede wszystkim w maszynach o szerokości ponad dwa metry.
Systemy te bardzo się różnią w zależności od koncepcji projektowych danego konstruktora i od typu maszyny.
Bardzo dobre wyniki uzyskuje się wykorzystując wginanie hydrauliczne. W tym przypadku, niektóre cylindry wysokociśnieniowe i o małym zasięgu są montowane w stole roboczym maszyny, a ich funkcja polega na precyzyjnej kompensacji odkształcenia belki poprzecznej podczas obróbki. - PŁYTY USTALAJĄCE to boczne płyty wyznaczające szerokość korpusu maszyny. Mogą być różnego rodzaju: na przykład, w zsynchronizowanych systemach hydraulicznych, mają one prawie zawsze wgłębienie umożliwiające wystawienie blachy poza ich szerokość.
- STEROWANIE NUMERYCZNE (CNC) to prawdziwy mózg maszyny. Jest to urządzenie, dzięki któremu operator komunikuje się z maszyną poprzez programowanie bezpośrednie lub off-line z biura technicznego. Bardzo często, sterownik CNC umożliwia pracę w kilku trybach programowania, na przykład: trybie cyfrowym lub w trybie graficznym: w pierwszym operator wpisuje dane dotyczące detalu do realizacji bezpośrednio w odpowiednich polach, w drugim trybie, o wiele prostszym w użytkowaniu dla niedoświadczonych operatorów, wykorzystuje się grafikę dwu lub trójwymiarową do wizualizacji skończonego detalu oraz sekwencji gięcia.
- PEDAŁ tzn. sterowanie pedałem włączającym maszynę podczas ruchu w górę i w dół.
Maszyna ta posiada dokładne specyfikacje konstrukcyjne, dzięki którym spełnia obowiązujące przepisy bezpieczeństwa. - WSPORNIKI I/LUB SUWAKI Są to najczęściej dodatkowe akcesoria produkowane na zamówienie. W przypadku, gdy są to elementy stałe i przesuwne montowane na prowadnicy, pełnią one jedynie funkcję podpory w przypadku obróbki ciężkich i/lub dużych gabarytowo detali. Jeżeli zaś są one ruchome (ramiona lub podpory do prowadzenia blachy) prowadzą one blachę podczas obróbki zarówno podczas wznoszenia jak i opadania.
-
TYLNY ZDERZAK (rys.6): jest to urządzenie umożliwiające wykonanie właściwej długości zgięcia. Na ogół składa się on z jednej belki, na której zamontowane są dwa lub więcej "elementy ustalające" (backgauges), które przesuwają się w bok do odpowiedniej pozycji.
- X: "do przodu i w tył", regulacja długości zagięcia (kołnierz)
- R: "w górę i w dół", regulacja wysokości wózka w celu uzyskania lepszego oparcia detalu i do ewentualnego montażu matryc o różnej wysokości.
- Z: "prawa i lewa", regulacja pozycji elementów ustalających na wózku w celu zagwarantowania odpowiedniej pozycji oparcia w czasie obróbki detalu.
Prasa krawędziowa – typy
Prasy krawędziowe są klasyfikowane według technologii użytej do wprawiania w ruch belki gnącej ze stemplem i wywierania nacisku na obrabiany detal, tonażu oraz długości belki.
Prasa krawędziowa hydrauliczna
Prasa hydrauliczna pozwala na gięcia bardziej precyzyjne, które dają większą kontrolę podczas schodzenia belki i ustawiania pracy; dodatkowo, w każdym momencie istnieje możliwość ustawienia skoku.
Krawędziowe prasy hydrauliczne są proste w obsłudze i wszechstronne pod względem wykrawania i kształtowania elementów blaszanych. Nawet oprzyrządowanie do prasy hydraulicznej jest nieskomplikowane i koszt obsługi materiału jest niższy, podczas gdy formowanie może odbywać się za pomocą ekonomicznych narzędzi na tej samej prasie hydraulicznej.
Prasy hydrauliczne można tak programować aby móc kontrolować prędkość dojazdową górnej belki i pozycję cylindra. Zatem prasa hydrauliczna może mieć dłuższe odcinki aby wykonywać różne rodzaje gięć. Prasa krawędziowa daje się łatwo ustawić i wykorzystać do różnych operacji.
Prasa krawędziowa hybrydowa
Dzięki technologii elektrycznego hamulca prasy, silniki bezpośrednio kontrolują ruch górnej belki, za pomocą taśm lub mechanizmów przekładni, które napędzają śruby kulowe przeznaczone do najtrudniejszych zadań.
Kształt śrub kulowych jest podobny, poza faktem, że zębatki wałka są w bezpośrednim kontakcie jedna z drugą: silnik porusza zębatki wałka, które następnie obracają śruby kulowe aby poruszyć siłownik. Ze względu na styk metalu o metal, to rozwiązanie jest nieco głośniejsze niż rozwiązanie na zasadzie paska.
Niektóre systemy wykorzystują koła pasowe do napędu górnej belki. Precyzja i oszczędność paliwa skłaniają producentów do zainwestowania w hybrydowe lub elektryczne prasy krawędziowe, które w porównaniu z innymi umożliwiają znacznie szybsze czasy cykli, co czyni przedsiębiorstwa najbardziej wydajne i opłacalne.

Prasakrawędziowa elektryczna
Mówimy w tym przypadku o stosunkowo nowych maszynach. Prasy elektryczne są idealne do skomplikowanych prac z dużą ilością konfiguracji. Zużywają o wiele mniej energii podczas pracy i idealnie powtarzają to samo gięcie za każdym razem. Elektryczne prasy są ciche, idealne do laboratoriów lub małych sklepów.
Niektóre prasy całkowicie elektryczne działają w taki sposób, że polecenia systemu bezpieczeństwa (optyczny, jest rzeczą oczywistą) mogą być zintegrowane bezpośrednio ze sterownikiem dotykowym prasy.
W tym przypadku, urządzenie zabezpieczające jako bariera może zasadniczo pełnić rolę swego rodzaju “kierownika produktywności”, bo ochrona widzi przeszkody podczas obróbki i na bieżąco wysyła te informacja do CNC. Maszyna automatycznie ustawia się do następnego ruchu, natomiast operator koncentruje się na arkuszu przeznaczonym do gięcia.
Taka komunikacja pomiędzy barierą fotoelektryczną a sterownikiem pozwala prasie na szybsze i bezpieczne gięcie.
W ostatnich latach krawędziowe prasy elektryczne zrobiły wielki skok na rynku. Wielu producentów kojarzy “prasy elektryczne” z prasami posiadającymi bezpośredni napęd. W tych urządzeniach elektrycznych, układ śrub kulowych, popycha siłowniki do dołu.
Zastosowania pras krawędziowych
Z tego względu są wykorzystywane do produkcji metalowych obramowań, obudów, wsporników i detali wykorzystywanych są w wielu branżach, takich jak:
- przemysł samochodowy, lotniczy i stoczniowy do produkcji różnego typu elementów, a nawet łopatek śrub napędowych
- przemysł budowlany do produkcji niestandardowych elementów dachów i fasad, metalowych zbiorników, detali i konstrukcji
- przemysł maszynowy do wytwarzania różnego typu elementów i części maszyn
- przemysł meblowy i wyposażenie gospodarstwa domowego
- przemysł reklamowy do produkcji bilbordów, stojaków i znaków.
Co należy wziąć pod uwagę podczas gięcia metalu za pomocą prasy krawędziowej?
Po pierwsze najważniejszą rzeczą jest uświadomić sobie, że pracujemy z materiałem, który posiada określone właściwości i wykazuje szereg charakterystycznych dla siebie problemów, które niemniej jednak obecnie mogą zostać załagodzone dzięki wykorzystaniu najnowszych osiągnięć techniki.
Jak sama nazwa sugeruje „blacha” to materiał o zmniejszonej grubości.
Ta przymusowa zmiana formy materiału nadaje mu jedną z najistotniejszych zmiennych właściwości: anizotropię.
Doświadczony giętacz blach dobrze zna już to pojęcie; wskazuje ono na kierunek walcowania. A dokładniej, anizotropia to określenie na różnicę zachowania się materiału w zależności od kierunku jego obróbki. W praktyce, blacha o wysokiej anizotropii, na przykład stal S355 lub stal kwasoodporna typu AISI 430, zginają się w różny sposób, w zależności od tego czy włókna walcowane są prostopadłe, czy też równoległe względem linii odkształcenia.
Bez wątpienia, inną zmienną jest różnica grubości. Różnica grubości wynosząca jedynie setne milimetra może wpłynąć na osiągnięcie prawidłowego kąta zagięcia.
Nie są to jednak jedyne zmienne. Niemniej, są one głównymi, najczęściej występującymi i najbardziej wpływającymi na obróbkę czynnikami.
Gięcie: co to jest?
Gięcie zalicza się do obróbek "deformacyjnych". W praktyce poprzez zastosowanie kontrolowanych i odpowiednio skierowanych naprężeń zmienia się pierwotny kształt półproduktu lub materiału. Jednakże, gięcie jest najbardziej intensywnym rodzajem obróbki tego rodzaju, jako że materiał zostaje poddany dużej deformacji na bardzo niewielkich odcinkach, w skutek czego blacha poddawana jest bardzo wysokiemu obciążeniu.
W takich warunkach, wszystkie właściwości materiału i zmienne środowiskowe bardzo mocno wpływają na osiągnięcie i powtarzalność dokładnych wymiarów elementów. Także z tego względu, gięcie blachy przy użyciu prasy jest procesem trudnym do standaryzacji.
Osiągnięcie stałych wymiarów linearnych i kątów zagięcia nie zawsze jest łatwe: a zatem niezbędne jest zaopatrzenie się we wszystkie elementy gwarantujące osiągnięcie wysokiej jakości produktu tj. w maszynę, która będzie solidna, niezawodna i precyzyjna, hartowane narzędzia wyprodukowane zgodnie z zasadami dobrej praktyki, dobry jakościowo materiał. To właśnie podstawowe elementy.
Odkryj potencjał swojego prasa krawędziowa cnc!
Ten poradnik pomoże Ci maksymalnie wykorzystać prasę krawędziową, odkrywając tajniki falcowania.