3D PROV, LE LOGICIEL DE FABRICATION DE PRODUITS 3D
Les presses à plier VICLA sont fabriquées à partir de plusieurs valeurs inoxydables: la stabilité...

Le facteur k est fondamental dans le secteur du pliage à la presse et il est strictement lié au concept de retour élastique. On l’appelle aussi bend allowance et il sert à calculer le développement de la tôle. Connaître la formule du facteur k est une donnée fondamentale pour plier correctement chaque type de tôle. En effet, elle varie suivant le type de matériau à déformer.
Le facteur k nous indique le comportement du matériau que nous sommes en train de plier et sa réaction en ce qui concerne les tensions de traction et compression appliquées.
En somme, ce n’est autre que le rapport entre l’épaisseur de la tôle et l’axe de la fibre neutre, soit entre t (distance entre l’intérieur du pli et le plan neutre) et T (l’épaisseur de la pièce).
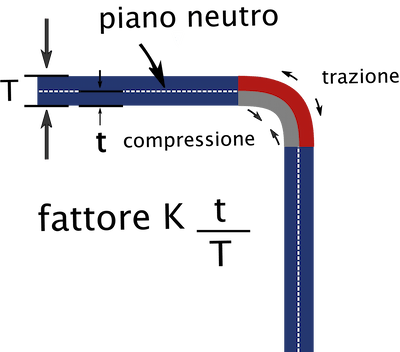 Qu’entend-on par plan neutre?
Qu’entend-on par plan neutre?Le plan neutre est la zone idéale qui, durant la phase de pliage, ne subit pas de variations, ne se raccourcit pas ni ne s’allonge. Vous voulez mieux savoir ce qu’est le plan neutre ? Nous avons écrit un article qui approfondit ce thème.
En gros, nous pouvons dire que dans la grande majorité des cas, le plan neutre se situe à environ 1/3 de l’épaisseur de l’intérieur et que, donc, il vaut 0,33.
Ex : une épaisseur de 30/10 présente un t=1mm, donc 1/3= 0,33= k
Il existe toutefois des cas où la position du rayon neutre tend à se déplacer vers le centre, c'est-à-dire quand le rapport entre
r/T>1
Où r est le rayon interne du pliage et T est l’épaisseur.
Il existe une formule pour calculer le développement de la tôle et c'est la suivante :
k=log(r/s)x0.5+0.65
Dans tous les cas, avec ce tableau vous obtenez une série de valeurs qui peuvent être utilisées une fois que l’on dispose du bon rayon interne de pliage.
Tableau facteur k tôle
| 0,65>r/t<=1 | k=0.3 |
| 1 | k=0.35 |
| 1.5 | k=0.4 |
| 2.4 | k=0.45 |
| 3.8 | k=0.5 |
Fattore K:
Bend Allowance:
Le développement de la tôle est conditionné en général par des facteurs comme : le matériau, l’épaisseur et les matrices utilisées ainsi que, dans une moindre mesure, du rayon du poinçon.
Toutes ces composantes agissent en mesure différente sur la dimension du rayon interne. La conséquence naturelle est que, plus les rayons sont grands, plus le développement doit être réduit et inversement.
Voyons maintenant les principaux facteurs qui conditionnent le développement de la tôle.
Une matrice plus large engendre un rayon plus grand qu’avec une étroite.
Un autre aspect qui souvent n’est pas pris en compte est que pour la même largeur de la matrice, de matériau et d’épaisseur, nous assistons à une variabilité des dimensions de la pièce finie selon que la modalité de pliage soit en l’air ou en fond de matrice. En effet, cette dernière engendre un rayon plus petit et exige donc des développements plus longs.
Il faut faire un discours particulier pour la frappe. Il s'agit de l’unique modalité où le rayon interne est identique à celui du poinçon et où le développement est entièrement conditionné par les dimensions du rayon du poinçon.
Comme on l’a déjà vu, le rayon du poinçon dans des conditions standard (donc pas avec des pliages particuliers qui prévoient l’utilisation d’outils avec des rayons très grands) devrait prendre une valeur d'environ 2/3 de celui du rayon interne de pliage.
Cela parce que, dans une moindre mesure, cette composante tend elle aussi à engendrer des différences sur les cotes des pièces finies.
Plier avec un rayon du poinçon trop fin sur des épaisseurs moyennes (par exemple r 0,8 sur 50/10 d’épaisseur), en plus de créer des sillons inesthétiques, provoque un stress du matériau plus accentué et une courbe non naturelle
Il existe différentes techniques à l'intérieur d’un atelier pour l’identification des développements.
On tend désormais à s'en remettre aux nombreux logiciels dans le commerce, mais il n’est pas exclu que les corrections qui sont saisies découlent encore de méthodes empiriques développées au sein des entreprises.
Voyons maintenant quelques chemins empruntés par les opérateurs.Maintenant que vous connaissez de façon approfondie ce qu’est le facteur k et comment on le calcule, vous pouvez déterminer avec précision le développement de la tôle à plier.
Les presses à plier VICLA sont fabriquées à partir de plusieurs valeurs inoxydables: la stabilité...
Une presse plieuse CNC est une machine moderne pour la déformation de la tôle. Différents types...