Gięcie stali nierdzewnej: wyzwania i rozwiązania
Unikalne właściwości stali nierdzewnej, takie jak odporność na korozję, którą szczegółowo...

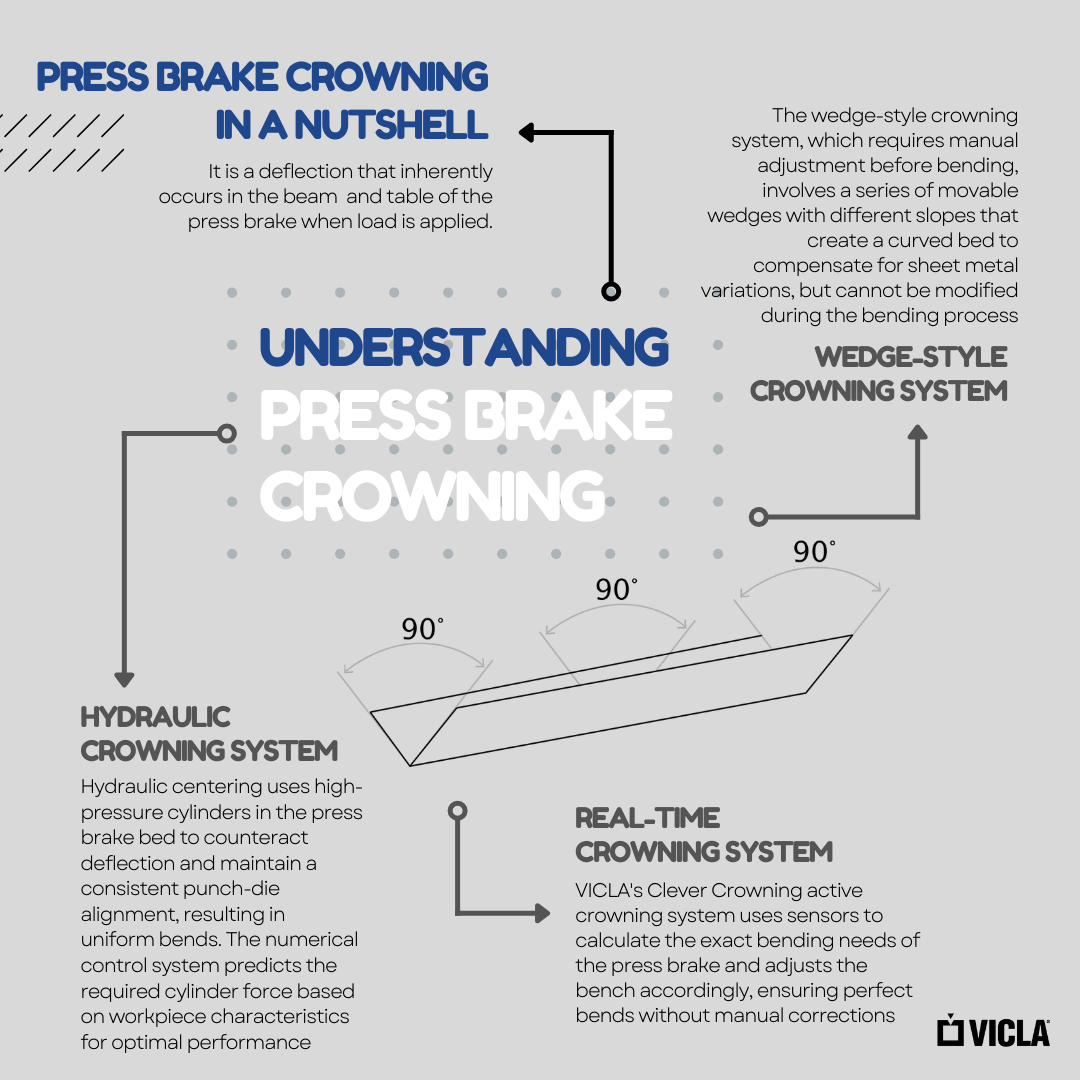
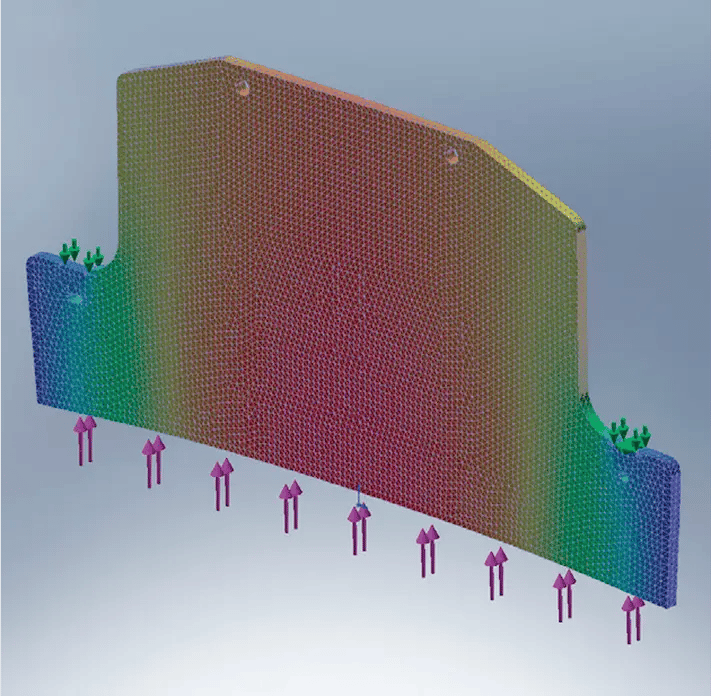
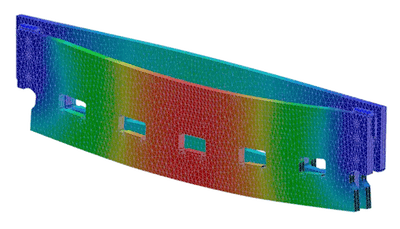
Podczas procesu gięcia, maszyna jest poddawana naprężeniu, które powoduje deformację konstrukcji, a co za tym idzie, również blachy. Aby skompensować tego rodzaju naprężenie, stosuje się system strzałki ugięcia.
Kiedy gięta jest blacha na prasie krawędziowej, górny poprzeczek zawsze ma tendencję do wyginania się do góry. System strzałki ugięcia podnosi matrycę, aby utrzymać stałą odległość między tłokiem a matrycą. Bez niego wynik kąta gięcia byłby nieregularny.
Krótko mówiąc, w przypadku prasy krawędziowej bez systemu strzałki ugięcia lub z niewłaściwym systemem strzałki ugięcia, wynik gięcia będzie miał bardziej otwarty lub zamknięty kąt gięcia.
Z tego powodu, wybór odpowiedniego systemu strzałki ugięcia dla prasy krawędziowej ma fundamentalne znaczenie.
 Systemy strzałki ugięcia w prasach krawędziowych?
Systemy strzałki ugięcia w prasach krawędziowych?Istnieje kilka systemów strzałki ugięcia, z których niektóre są zastrzeżonymi patentami bardzo niewielu producentów, takich jak VICLA.
Dziś odkryjesz trzy główne systemy i który z nich naprawdę pomaga osiągnąć idealne zagięcia bez konieczności marnowania materiału i pieniędzy na testy i weryfikacje części.
Jeśli chcesz od razu przeczytać, czym jest system strzałki ugięcia hydraulicznej, możesz przejść bezpośrednio do odpowiedniego paragrafu.
System strzałki ugięcia klinowego jest regulacją, która odbywa się wcześniej i może być modyfikowana na podstawie właściwości blachy.
Składa się z dwóch rzędów klinów na całej długości stołu; jeden rząd jest stały, a drugi ruchomy; ponadto obejmuje szereg profili o różnych nachyleniach, charakteryzujących się silniejszym zaznaczeniem w środku i mniejszym po bokach.
Klin znajdujący się w środku stołu ma większe nachylenie niż kliny pod tłokami, a kąt nachylenia zmniejsza się w kierunku prasy od środka stołu.
Po jednej ze stron maszyny znajduje się silnik przekładniowy: po aktywacji klin ruchomy tworzy krzywą z najwyższym punktem w środku stołu i najniższymi punktami na obu końcach stołu poniżej tłoków, tworząc krzywą spline w stole.
Ławka klinowa zawsze wymaga interwencji operatora; w rzeczywistości profile, widziane z boku, wykazują skośną płaszczyznę kontaktu, która pozwala doświadczonemu operatorowi prasy krawędziowej na regulację żebra i jego lokalizację.
Ten system, choć bardzo przydatny, ma jedną poważną wadę.
Przy stole klinowym zmiany w liniowości stołu nie mogą mieć miejsca podczas gięcia, ale muszą być koniecznie dokonane wcześniej. W rzeczywistości ten system strzałki ugięcia jest również nazywany pre-crowning, ponieważ regulacja odbywa się przed rozpoczęciem gięcia blachy.
Kompensacja jest jednym z największych problemów operatorów pras krawędziowych. Chociaż istnieją teoretyczne tabele i formuły do obliczania kompensacji, to jednak równie prawdziwe jest, że blacha jest materiałem nieprzewidywalnym.
Bardzo często zdarza się, że teoria koliduje ze zmiennym zachowaniem blachy. Co można zrobić w takich przypadkach?
Pierwszym krokiem jest z pewnością poznanie wszystkich czynników, które wpływają na zachowanie blachy. Pomoże to zrozumieć, jak je kompensować i nie tracić czasu i materiału na testy i weryfikacje. Czasami jednak nawet znajomość materiału nie wystarcza, a firma może napotkać wiele problemów wynikających z niejednolitych części: koszt materiału, opóźnienia w dostawach, wysoki odpad.
Uzyskanie prawidłowego wyniku za pierwszym razem staje się niezbędne dla firm, które chcą pozostać konkurencyjne na rynku.
Strzałka ugięcia hydrauliczna jest systemem historycznie stosowanym przez wielu producentów.
Wewnątrz stołu, który przenosi obciążenia i podpiera matryce, umieszczone są cylindry wysokociśnieniowe o niskim przepływie. Podobnie jak prawdziwe podnośniki hydrauliczne, wypychają one środek stołu do góry, kompensując w ten sposób deformację tłoka.
Uzyskany efekt to idealny równoległość między linią tłoka a linią matrycy.
Dzięki strzałce ugięcia hydraulicznej uzyskuje się obrabiany przedmiot o stałym zgięciu między środkiem a bokami.
Nawet w tym przypadku może się jednak zdarzyć, że z powodu czynników zmienności blachy, system zwraca wartość, która nie jest optymalna. W rzeczywistości sterowanie numeryczne oblicza kompensację na podstawie opisu obrabianego przedmiotu oraz na podstawie obliczeń skalibrowanych do konstrukcji maszyny do obróbki blach.
 System Dynamicznej Kompensacji Strzałki Ugięcia
System Dynamicznej Kompensacji Strzałki UgięciaJedynym sposobem na skuteczne zarządzanie strzałką ugięcia jest zastosowanie technologii, która mierzy rzeczywistą deformację i koryguje ją w czasie rzeczywistym.
VICLA, z tego powodu, może zagwarantować aktywny system strzałki ugięcia, który w rzeczywistości reprezentuje ewolucję systemu i szczyt osiągnięć pod względem powtarzalności i precyzji. Dzięki aktywnemu systemowi strzałki ugięcia Clever Crowning firmy VICLA można mieć pewność, że niezależnie od różnic w materiale, zawsze osiągniesz idealnie liniowy zagięcie.
Aktywny system strzałki ugięcia Clever Crowning firmy VICLA to zaawansowany i niezwykle inteligentny system, który zapewnia modyfikację liniowości stołu, obliczaną dokładnie na podstawie rzeczywistej potrzeby.
Prasa krawędziowa, dzięki specjalnym czujnikom umieszczonym w strategicznych punktach gięcia, jest w stanie dokładnie zrozumieć, o ile setnych milimetra wynosi zakres wygięcia poprzeczki.
Nie jest to już obliczenie parametryczne, ale rzeczywista wartość, która ustala dokładne ciśnienie, jakie cylindry muszą wykorzystać do skompensowania stołu i osiągnięcia idealnych zagięć na całej długości profilu. To rozwiązanie nie wymaga korekt, ponieważ jest pozycjonowane całkowicie automatycznie, zawsze gwarantując doskonałe wyniki.
Wszystkie systemy dostępne obecnie na rynku, zarówno hydrauliczne, jak i mechaniczne z klinem, wymagają korekty ze strony operatora. Są to zatem systemy półautomatyczne, w których pozycjonowanie jest teoretycznie określane przez sterowanie numeryczne (CNC), ale następnie korygowane przez operatora.
Z systemem aktywnej strzałki ugięcia Clever Crowning firmy VICLA, CNC mierzy w czasie rzeczywistym niezbędne modyfikacje bez konieczności dodatkowych regulacji ze strony operatora. Ta opcja jest dostępna w hybrydowej prasie krawędziowej .SUPERIOR i pozwala osiągnąć wyjątkowe wyniki.
Teraz, gdy wiesz, jak uzyskać idealne zagięcia bez marnowania czasu i materiału, odkryj inne zalety pras krawędziowych VICLA.
Unikalne właściwości stali nierdzewnej, takie jak odporność na korozję, którą szczegółowo...
W ostatnim czasie dostarczyliśmy prasę krawędziową hydrauliczną do firmy Officine Loporcaro z...
Najlepsza pod każdym względem, także w zakresie oszczędności energetycznej, redukcji kosztów i...