Cos'è il piano neutro nella lamiera? Guida al calcolo dello sviluppo
Il piano neutro è chiamato anche fibra neutra o asse neutro ed indica una sottile sezione della...

Il ritorno elastico (springback) è una sfida frequente nell'ambito della piegatura della lamiera: si verifica quando un pezzo di metallo piegato torna parzialmente alla sua forma originale dopo che la forza di piegatura viene rilasciata. Questo fenomeno è il risultato dell'elasticità intrinseca del materiale.
Il ritorno elastico, in pratica, è imputabile a quelle fibre interne al materiale che vorrebbero tornare allo stato originario ma non lo possono fare perché che si sono irrimediabilmente deformate. Il ritorno elastico è strettamente legato al concetto di piano neutro, che puoi approfondire qui, e al fattore K della lamiera, di cui trovi la formula in questo articolo.
Quando si piega un pezzo di metallo, la parte esterna si allunga (tensione di trazione), mentre la parte interna si comprime. Esiste uno strato neutro in cui non vi è né tensione né compressione. Le fibre negli strati esterni allungati tendono a tirare la piega verso la sua forma originale, causando il ritorno elastico.
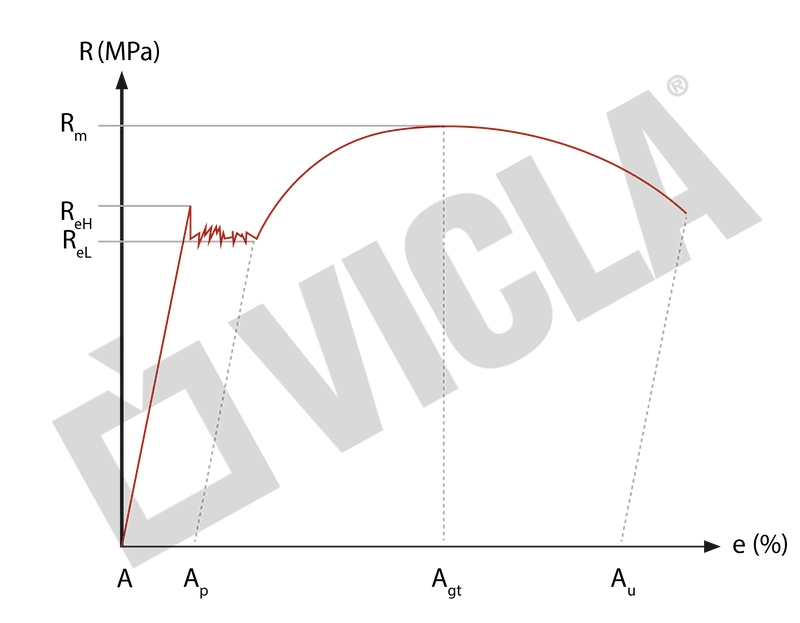 Per comprendere meglio questo fenomeno, gli scienziati effettuano un test di trazione. Essi tirano un pezzo di materiale fino a quando si rompe. Questo test mostra come il materiale si allunga e a quale punto si rompe. Il test di trazione, sebbene semplice, fornisce dati fondamentali per comprendere le caratteristiche meccaniche offerte da un dato materiale. Per eseguire il test, viene utilizzata una speciale macchina idraulica dotata di alloggiamenti o morsetti in cui vengono inserite le estremità del campione, che possono avere forme e sezioni diverse ma sono standardizzate. Questo tipo di "pressa inversa" ha la caratteristica di esercitare uno sforzo di trazione, piuttosto che uno di compressione, e provoca una tensione nel campione fino a quando il materiale cede e successivamente si rompe. L'intero ciclo del test non è casuale, ma viene eseguito lentamente e gradualmente, registrando due grandezze fondamentali:
Per comprendere meglio questo fenomeno, gli scienziati effettuano un test di trazione. Essi tirano un pezzo di materiale fino a quando si rompe. Questo test mostra come il materiale si allunga e a quale punto si rompe. Il test di trazione, sebbene semplice, fornisce dati fondamentali per comprendere le caratteristiche meccaniche offerte da un dato materiale. Per eseguire il test, viene utilizzata una speciale macchina idraulica dotata di alloggiamenti o morsetti in cui vengono inserite le estremità del campione, che possono avere forme e sezioni diverse ma sono standardizzate. Questo tipo di "pressa inversa" ha la caratteristica di esercitare uno sforzo di trazione, piuttosto che uno di compressione, e provoca una tensione nel campione fino a quando il materiale cede e successivamente si rompe. L'intero ciclo del test non è casuale, ma viene eseguito lentamente e gradualmente, registrando due grandezze fondamentali:
Tornando alla piegatura, possiamo capire che la zona attorno al piano neutro è quella che ha subito lo stress minore e quindi è rimasta nella condizione elastica del materiale: è esattamente dove risiedono le fibre direttamente responsabili del recupero elastico. Le zone periferiche, invece, sono irreparabilmente cedute e contribuiscono alla stabilità della deformazione. Vedremo più avanti il forte legame che esiste tra il piano neutro e il problema degli sviluppi della lamiera.
Il calcolo accurato del ritorno elastico richiede la comprensione di diversi fattori:
Per fortuna, le moderne presse piegatrici, come le presse piegatrici VICLA, utilizzano il controllo numerico (NC) per prevedere e compensare il ritorno elastico. Alcune macchine avanzate prodotte da VICLA forniscono dispositivi che compensano il ritorno elastico in tempo reale.
Il ritorno elastico dipende da molte variabili legate alla lamiera e ogni materiale reagisce in modo diverso. In alcuni acciai ad alta resistenza, il ritorno elastico è talmente pronunciato che è necessario utilizzare attrezzature speciali.
Mentre la coniatura era un tempo un metodo comune per affrontare il ritorno elastico, oggi non è generalmente considerata l'opzione più efficace o efficiente a causa dei potenziali svantaggi. La piegatura inferiore offre un maggiore controllo dell'angolo di piega rispetto ad altri metodi, ma può essere impegnativa a causa degli elevati requisiti di tonnellaggio. La formatura ad aria, soprattutto quando abbinata a una moderna pressa piegatrice CNC, è un processo relativamente stabile. Tuttavia, le variazioni all'interno dello stesso lotto di lamiera possono ancora influire sul ritorno elastico. Fattori come lo spessore, la direzione della grana e la resistenza alla trazione svolgono un ruolo significativo.
Per una piegatura precisa in applicazioni dove il ritorno elastico è critico, possono essere impiegati meccanismi di retroazione di compensazione dell'angolo. Questi sistemi utilizzano sensori, telecamere o laser per monitorare il ritorno elastico durante il processo di piegatura e apportare regolazioni in tempo reale per garantire risultati accurati.
.png?width=600&height=400&name=piegatrici%20con%20controllo%20angolo%20(1).png) I sistemi di controllo dell'angolo sono essenziali per gestire efficacemente il ritorno elastico nella piegatura della lamiera. Queste tecnologie avanzate misurano e correggono accuratamente le deviazioni degli angoli di piega, garantendo risultati precisi e consistenti.
I sistemi di controllo dell'angolo sono essenziali per gestire efficacemente il ritorno elastico nella piegatura della lamiera. Queste tecnologie avanzate misurano e correggono accuratamente le deviazioni degli angoli di piega, garantendo risultati precisi e consistenti.
Monitorando continuamente il processo di piegatura, i sistemi di controllo dell'angolo possono rilevare e compensare il ritorno elastico in tempo reale. Ciò elimina la necessità di regolazioni manuali e riduce il rischio di errori.
Il sistema di controllo dell'angolo di VICLA è una tecnologia all'avanguardia progettata per offrire precisione e prestazioni eccezionali nella piegatura della lamiera.
Questo sistema consente di rilevare in tempo reale la correzione da effettuare grazie a dei sensori montati sotto il banco porta matrice e sopra al pestone della macchina.
La peculiarità dei sistema di controllo dell'angolo progettato da VICLA è sicuramente la facilità di programmazione: infatti non è necessario che l'operatore determini lo spessore, la lunghezza, il tipo di materiale e la forza di piegatura, non sono necessari nemmeno test di campionamento. È sufficiente impostare l’angolo di piegatura nel CNC della pressa piegatrice e il calcolo da effettuare.
Altro punto di fondamentale importanza è la possibilità di piegare forme complesse con contropieghe o con bordo ridotto.
Insieme al sistema di lettura del controllo dell'angolo, le presse piegatrici VICLA posso essere dotate di un correttore automatico delle flessioni strutturali delle spalle: il sistema Flex, infatti, tramite appositi trasduttori, compensa quelle che possono essere le deformazioni strutturali della macchina.
Risulta evidente che la combinazione dei due sistemi garantisce massima precisione e ripetibilità anche su superfici non uniformi.
Comprendendo e affrontando i fattori che contribuiscono al ritorno elastico, è possibile migliorare significativamente l'accuratezza e l'efficienza dei processi di piegatura della lamiera. Implementando strategie come la sovra-piegatura, la compensazione dell'angolo e una corretta selezione degli utensili, è possibile ottenere risultati coerenti e ridurre al minimo gli sprechi.
Per toccare con mano le soluzioni di piegatura che proponiamo contattaci e visita il nostro showroom ad Albavilla (CO).
Il piano neutro è chiamato anche fibra neutra o asse neutro ed indica una sottile sezione della...
Quando si progettano componenti in lamiera, è fondamentale considerare vari fattori che influenzano...
Una pressa piegatrice costruita a regola d'arte, con numerosi controlli dei parametri di processo e...