Sheet Metal Bending Basics: Types, K-Factor and more
Sheet metal bending, a pivotal process in metal forming that dates back to ancient times, involves...

Springback is a frequent challenge encountered in sheet metal bending: it occurs when a bent piece of metal partially returns to its original shape after the bending force is released. This phenomenon is a result of the material's inherent elasticity.
When you bend a piece of metal, the outer part stretches (tensile stress), while the inner part compresses. There's a neutral layer where there's neither tension nor compression. The fibers in the outer stretched layers tend to pull the bend back towards its original shape, causing springback.
To understand this better, scientists do a tensile test. They pull a piece of material until it breaks. This test shows how the material stretches and at what point it breaks.
The tensile test, although simple, provides fundamental data for understanding the mechanical characteristics offered by a given material. To perform the test, a special hydraulic machine is used that has housings or clamps in which the ends of the specimen are inserted, which can have different shapes and sections but are standardized. This kind of "reverse press" has the characteristic of exerting a tensile stress, rather than a compressive one, and causes a tension in the specimen until the material yields and subsequently breaks. The entire test cycle is not random, but is carried out slowly and gradually, recording two fundamental quantities:
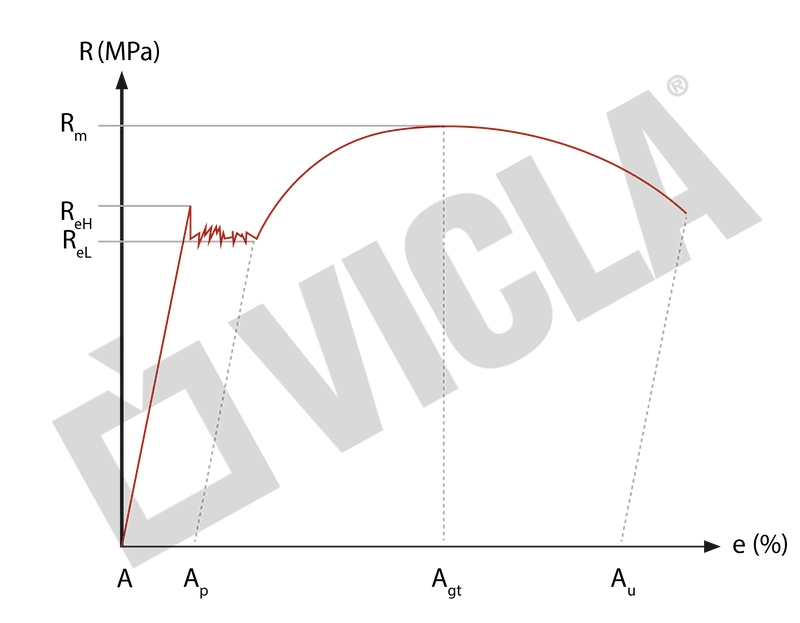 What the stress-strain curve tells us:
What the stress-strain curve tells us:Returning to bending, we can understand that the zone around the neutral plane is the one that has undergone the least stress and has therefore remained in the elastic condition of the material: it is exactly where the fibers directly responsible for elastic recovery reside. The peripheral zones, on the other hand, are irreparably yielded and contribute to the stability of the deformation. We will see later the strong connection that exists between the neutral plane and the issue of sheet metal developments."
Accurately calculating springback requires understanding several factors:
Luckly, modern press brakes, such as VICLA bending brakes, uses NC to predict and compensate for springback. Some advanced machines produced by VICLA provide devices that compensate for springback in real time.
Springback depends on many variables related to the sheet metal, and each material reacts differently. In some high-strength steels, the springback is so pronounced that special equipment is required.
While coining was once a common method to address springback, it's generally not considered the most effective or efficient option today due to potential drawbacks.
Bottom bending offers greater control over the bend angle compared to other methods, but it can be challenging due to the high tonnage requirements.
Air forming, especially when paired with a modern CNC press brake, is a relatively stable process. However, variations within the same batch of sheet metal can still impact springback. Factors like thickness, grain direction, and tensile strength play a significant role.
For precise bending in applications where springback is critical, angle compensation feedback mechanisms can be employed. These systems utilize sensors, cameras, or lasers to monitor springback during the bending process and make real-time adjustments to ensure accurate results.
Angle control systems are essential for effectively managing springback in sheet metal bending. These advanced technologies accurately measure and correct deviations in bend angles, ensuring precise and consistent results.
By continuously monitoring the bending process, angle control systems can detect and compensate for springback in real-time. This eliminates the need for manual adjustments and reduces the risk of errors. Additionally, these systems can store historical data on springback behavior, allowing for optimized process settings and improved part quality.
.png?width=600&height=400&name=piegatrici%20con%20controllo%20angolo%20(1).png) VICLA's angle control system is a state-of-the-art technology designed to deliver exceptional precision and performance in sheet metal bending. With its advanced capabilities, VICLA's system ensures consistent bend angles and minimizes the effects of springback.
VICLA's angle control system is a state-of-the-art technology designed to deliver exceptional precision and performance in sheet metal bending. With its advanced capabilities, VICLA's system ensures consistent bend angles and minimizes the effects of springback.
One of the key advantages of VICLA's angle control is its ability to learn and adapt. The system stores historical data on springback behavior, allowing it to continually refine its adjustments and optimize the bending process for specific materials and applications.
By understanding and addressing the factors that contribute to springback, you can significantly improve the accuracy and efficiency of your sheet metal bending processes. Implementing strategies like overbending, angle compensation, and proper tooling selection will help you achieve consistent results and minimize waste.
Sheet metal bending, a pivotal process in metal forming that dates back to ancient times, involves...
A press built to the highest standards, with numerous process parameter checks and alarms to warn...
Nowadays it’s possible to have both speed and accuracy when bending sheet metal, you just have to...