Gięcie stali nierdzewnej: wyzwania i rozwiązania
Unikalne właściwości stali nierdzewnej, takie jak odporność na korozję, którą szczegółowo...

Powrót sprężysty jest częstym wyzwaniem w procesie gięcia blach: występuje, gdy wygięty element metalowy częściowo powraca do swojego pierwotnego kształtu po uwolnieniu siły gięcia. Zjawisko to jest wynikiem naturalnej elastyczności materiału.
Kiedy giętasz kawałek metalu, zewnętrzna część rozciąga się (naprężenie rozciągające), podczas gdy wewnętrzna część ściska się. Istnieje warstwa neutralna, w której nie występuje ani naprężenie rozciągające, ani ściskające. Włókna w zewnętrznych rozciągniętych warstwach mają tendencję do ciągnięcia gięcia z powrotem w kierunku jego pierwotnego kształtu, powodując powrót sprężysty.
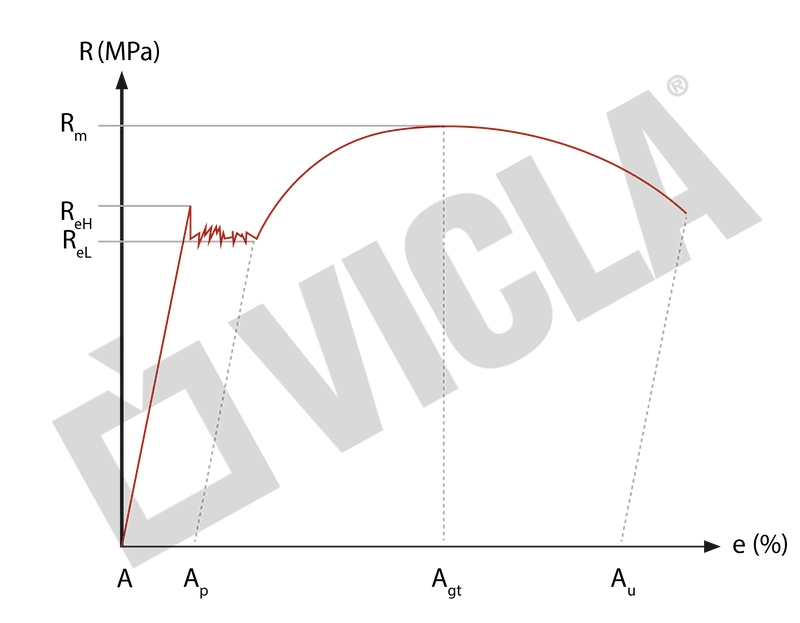
Aby lepiej zrozumieć to zjawisko, naukowcy przeprowadzają test wytrzymałości na rozciąganie. Ciągną oni kawałek materiału, aż się złamie. Test ten pokazuje, jak materiał rozciąga się i w którym momencie pęka.
Test wytrzymałości na rozciąganie, choć prosty, dostarcza podstawowych danych do zrozumienia właściwości mechanicznych oferowanych przez dany materiał. Aby wykonać test, używa się specjalnej hydraulicznej maszyny, która posiada obudowy lub zaciski, w które są wkładane końce próbki, które mogą mieć różne kształty i przekroje, ale są standaryzowane. Ten rodzaj "odwrotnej prasy" ma charakterystykę wywierania naprężenia rozciągającego, a nie ściskającego, i powoduje naprężenie w próbce, aż materiał ulegnie plastycznej deformacji, a następnie złamie się. Cały cykl testu nie jest przypadkowy, ale jest wykonywany powoli i stopniowo, rejestrując dwie podstawowe wielkości:
Te dwie miary są przekształcane na wykres, który śledzi postęp deformacji i pęknięcia próbki w czasie rzeczywistym.
Wracając do gięcia, możemy zrozumieć, że strefa wokół płaszczyzny neutralnej jest tą, która uległa najmniejszym naprężeniom i dlatego pozostała w stanie sprężystym materiału: to właśnie tutaj znajdują się włókna bezpośrednio odpowiedzialne za powrót sprężysty. Natomiast strefy peryferyczne są nieodwracalnie uległy i przyczyniają się do stabilności deformacji. Później zobaczymy silny związek, który istnieje między płaszczyzną neutralną a problemem rozwoju blach.
Dokładne obliczenie powrotu sprężystości wymaga zrozumienia kilku czynników:
Na szczęście nowoczesne prasy krawędziowe, takie jak prasy krawędziowe VICLA, wykorzystują sterowanie numeryczne (CNC) do przewidywania i kompensowania powrotu sprężystości. Niektóre zaawansowane maszyny produkowane przez VICLA zapewniają urządzenia, które kompensują powrót sprężystości w czasie rzeczywistym.
Powrót sprężystości zależy od wielu zmiennych związanych z blachą, a każdy materiał reaguje inaczej. W niektórych wysokowytrzymałych stalach powrót sprężystości jest tak wyraźny, że wymagany jest specjalny sprzęt.
Chociaż tłoczenie było kiedyś powszechną metodą rozwiązywania problemów z powrotem sprężystości, obecnie nie jest ono generalnie uważane za najbardziej skuteczną lub wydajną opcję ze względu na potencjalne wady.
Gięcie dolne oferuje większą kontrolę nad kątem gięcia w porównaniu do innych metod, ale może być trudne ze względu na wysokie wymagania dotyczące tonażu.
Formowanie powietrzne, zwłaszcza w połączeniu z nowoczesną prasą krawędziową CNC, jest stosunkowo stabilnym procesem. Jednakże, różnice w tej samej partii blachy mogą nadal wpływać na powrót sprężystości. Czynniki takie jak grubość, kierunek włókien i wytrzymałość na rozciąganie odgrywają znaczącą rolę.
Aby uzyskać precyzyjne gięcie w zastosowaniach, gdzie powrót sprężystości ma kluczowe znaczenie, można zastosować mechanizmy sprzężenia zwrotnego kompensacji kąta. Systemy te wykorzystują czujniki, kamery lub lasery do monitorowania powrotu sprężystości podczas procesu gięcia i wprowadzania korekt w czasie rzeczywistym, aby zapewnić dokładne wyniki.
Systemy kontroli kąta są niezbędne do skutecznego zarządzania powrotem sprężystości w gięciu blach. Te zaawansowane technologie precyzyjnie mierzą i korygują odchylenia kątów gięcia, zapewniając dokładne i spójne wyniki.
Dzięki ciągłemu monitorowaniu procesu gięcia systemy kontroli kąta mogą wykrywać i kompensować powrót sprężystości w czasie rzeczywistym. Eliminuje to potrzebę ręcznych regulacji i zmniejsza ryzyko błędów. Ponadto systemy te mogą przechowywać dane historyczne dotyczące zachowania powrotu sprężystości, umożliwiając optymalizację ustawień procesu i poprawę jakości części.
.png?width=600&height=400&name=piegatrici%20con%20controllo%20angolo%20(1).png)
System kontroli kąta VICLA to najnowocześniejsza technologia zaprojektowana do zapewnienia wyjątkowej precyzji i wydajności w gięciu blach. Dzięki swoim zaawansowanym możliwościom system VICLA zapewnia spójne kąty gięcia i minimalizuje wpływ powrotu sprężystości.
Jedną z kluczowych zalet systemu kontroli kąta VICLA jest jego zdolność do uczenia się i adaptacji. System przechowuje dane historyczne dotyczące zachowania powrotu sprężystości, co pozwala mu na ciągłe udoskonalanie swoich regulacji i optymalizację procesu gięcia dla określonych materiałów i zastosowań.
Zrozumienie i rozwiązywanie problemów związanych z powrotem sprężystości może znacznie poprawić dokładność i wydajność procesów gięcia blach. Implementacja takich strategii jak nadgięcie, kompensacja kąta i właściwy dobór narzędzi może
Unikalne właściwości stali nierdzewnej, takie jak odporność na korozję, którą szczegółowo...
Gięcie blach jest kluczowym procesem w obróbce metali, który polega na nadawaniu płaskim arkuszom...
Prasy krawędziowe CNC są nowoczesnymi maszynami do obróbki blach, sterowanymi i kontrolowanymi...